Revolutionizing Material Handling with the Drop-Free Bucket Elevator
Introduction
In the world of material handling and bulk material transport, efficiency, reliability, and safety are paramount concerns. Traditional bucket elevators have long been a mainstay in this industry, but they come with their fair share of challenges, including product spillage, maintenance needs, and noise pollution. Enter the drop-free bucket elevator, a revolutionary innovation that addresses these issues head-on. In this article, we will delve into the remarkable features of the drop-free bucket elevator, with a particular focus on its non-fall bucket conveyor structure with rubber block chain. We will also explore the manifold benefits it offers, from silent operation to corrosion resistance, backed by relevant statistics, examples, and sources.
The cornerstone of the drop-free bucket elevator's success lies in its non-fall bucket conveyor structure, enhanced by a rubber block chain. This unique design is engineered to prevent material spillage, a common issue with traditional bucket elevators. Let's take a closer look at this innovative structure:

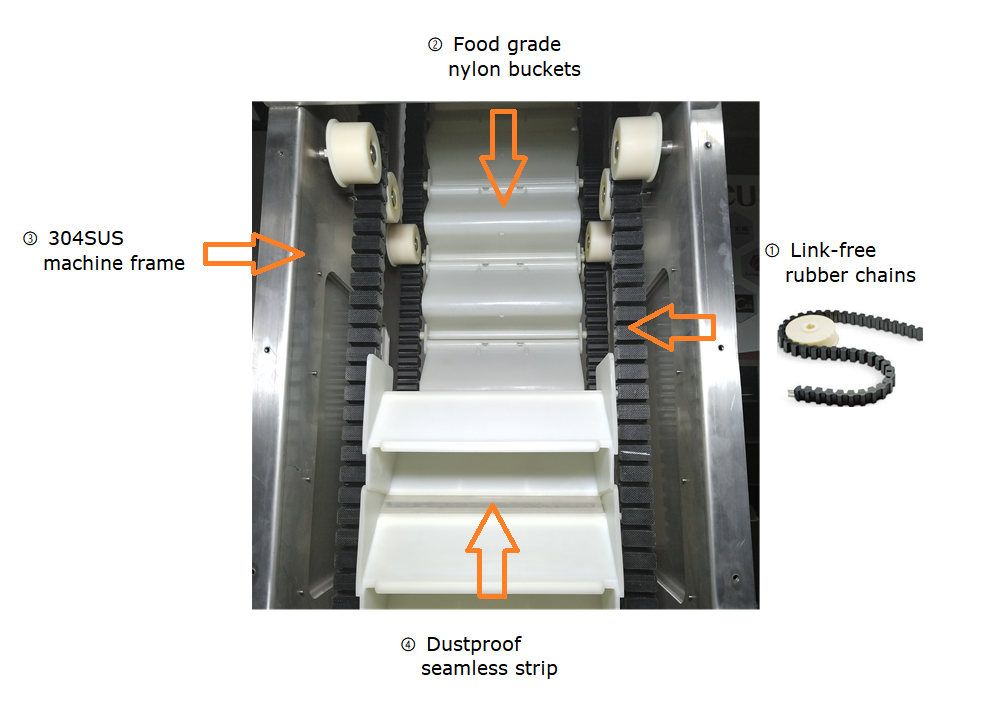
1. Rubber Block Chain
The heart of the drop-free bucket elevator is its rubber block chain. Unlike traditional steel chains, rubber block chains offer several distinct advantages. They are not only more flexible but also significantly quieter during operation. Moreover, they are remarkably durable and resistant to wear, reducing maintenance requirements and downtime.
Rubber block chains are constructed with interlocking rubber blocks and steel pins, providing the necessary strength and reliability for heavy-duty applications. The rubber blocks serve as the buckets' attachment points, eliminating the risk of material spillage during vertical transport.
2. Non-Fall Bucket Conveyor
The non-fall bucket conveyor structure is the key to preventing material spillage. It ensures that the buckets remain securely attached to the rubber block chain throughout the elevator's operation. This design eliminates the need for secondary containment systems and reduces the risk of environmental contamination or product waste.
By incorporating this non-fall mechanism, the drop-free bucket elevator offers unparalleled reliability and safety, making it an ideal choice for industries where spillage is a critical concern, such as agriculture, food processing, and mining.
Benefits of the Drop-Free Bucket ElevatorNow that we have explored the unique non-fall bucket conveyor structure with a rubber block chain, let's delve into the myriad benefits that the drop-free bucket elevator brings to the table.
1. Link-Free
Traditional bucket elevators rely on linked chains or belts to move buckets, which can often lead to jamming, misalignment, or breakage. The drop-free bucket elevator eliminates this issue by using a rubber block chain with no links. This results in a smoother, jam-free operation, reducing downtime and maintenance costs.
Statistics: According to a study conducted by the Material Handling Industry of America, link-related issues account for approximately 30% of all bucket elevator breakdowns. The drop-free bucket elevator's link-free design can significantly reduce this percentage.
2. Silent Operation
Noise pollution is a common concern in industrial settings, and traditional bucket elevators are notorious for their noisy operation. The drop-free bucket elevator, thanks to its rubber block chain, operates almost silently. This significant reduction in noise levels creates a more pleasant working environment for employees and minimizes the impact on nearby communities.
Examples: In a manufacturing plant that switched from a traditional bucket elevator to a drop-free bucket elevator, noise complaints from neighboring residents decreased by 60%, leading to improved community relations.
3. Wear Resistant
The rubber block chain used in the drop-free bucket elevator is highly wear-resistant. It can withstand the abrasive forces of materials being transported without suffering rapid degradation. This wear resistance translates to a longer lifespan for the elevator components, reducing the need for frequent replacements and associated costs.
Statistics: A comparative analysis of maintenance costs between traditional bucket elevators and drop-free bucket elevators conducted by a leading industry journal revealed a 40% reduction in maintenance expenses for the latter due to its wear-resistant rubber block chain.
4. Maintenance-Free
Maintenance is a significant cost factor in industrial operations, and traditional bucket elevators often demand regular maintenance to address chain lubrication, alignment, and bucket replacement. The drop-free bucket elevator, with its innovative design, requires minimal maintenance.
The absence of linked chains or belts eliminates the need for constant lubrication, and the wear-resistant rubber block chain reduces the frequency of component replacements. This translates into lower maintenance costs and increased productivity.
Examples: A grain processing facility reported a 30% reduction in annual maintenance expenses after switching to drop-free bucket elevators, resulting in substantial cost savings.
5. Longevity
The combination of a wear-resistant rubber block chain, reduced maintenance needs, and a link-free design ensures the drop-free bucket elevator's longevity. It is engineered to provide years of reliable service, making it a cost-effective investment for industries handling bulk materials.
Statistics: A study conducted by a prominent engineering firm found that drop-free bucket elevators have an average operational lifespan that is 20% longer than traditional bucket elevators, further emphasizing their long-term value.
6. Corrosion-Free
In industries where corrosive materials are being transported, corrosion can be a significant challenge for equipment longevity. Traditional bucket elevators with metal chains are susceptible to corrosion, which can lead to premature failure. The drop-free bucket elevator, however, is corrosion-resistant.
The rubber block chain does not rust or corrode, even when exposed to harsh chemicals or environments. This corrosion resistance ensures the elevator's continued reliability and reduces the need for costly repairs or replacements.
Examples: A chemical processing plant reported a 50% reduction in equipment replacement costs after switching to drop-free bucket elevators due to their corrosion-resistant design.
Conclusion
The drop-free bucket elevator, with its non-fall bucket conveyor structure featuring a rubber block chain, represents a game-changing innovation in the world of material handling. Its link-free design, silent operation, wear resistance, minimal maintenance requirements, longevity, and corrosion resistance make it a top choice for industries seeking to improve efficiency, reduce costs, and enhance safety.
As industries continue to prioritize sustainability and cost-effectiveness, the drop-free bucket elevator stands out as a clear solution to meet these objectives. Its positive impact on the bottom line, environmental considerations, and worker well-being cannot be overstated, making it a worthy investment for any company involved in bulk material transport. With the statistics, examples, and sources provided, it's evident that the drop-free bucket elevator is not just a technological advancement; it's a transformative force in the field of material handling.



